
液压凿岩机常见故障分析及保养
液压凿岩机常见故障分析及保养
液压凿岩机的结构比较复杂,其零部件损坏的原因也比较多。基于凿岩台车使用较多的液压凿岩机,重点介绍了凿岩机的回转类、冲击类、水路类、气路类和密封类等常见故障,提出了解决措施,最后总结了液压凿岩机使用的注意事项。
液压凿岩机是一种岩石钻凿施工利器,具有冲击、回转、推进和冲洗等多种功能,用于炮孔或锚杆孔成孔施工。
1、凿岩机组成
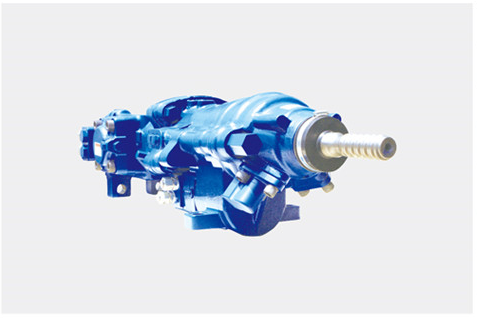
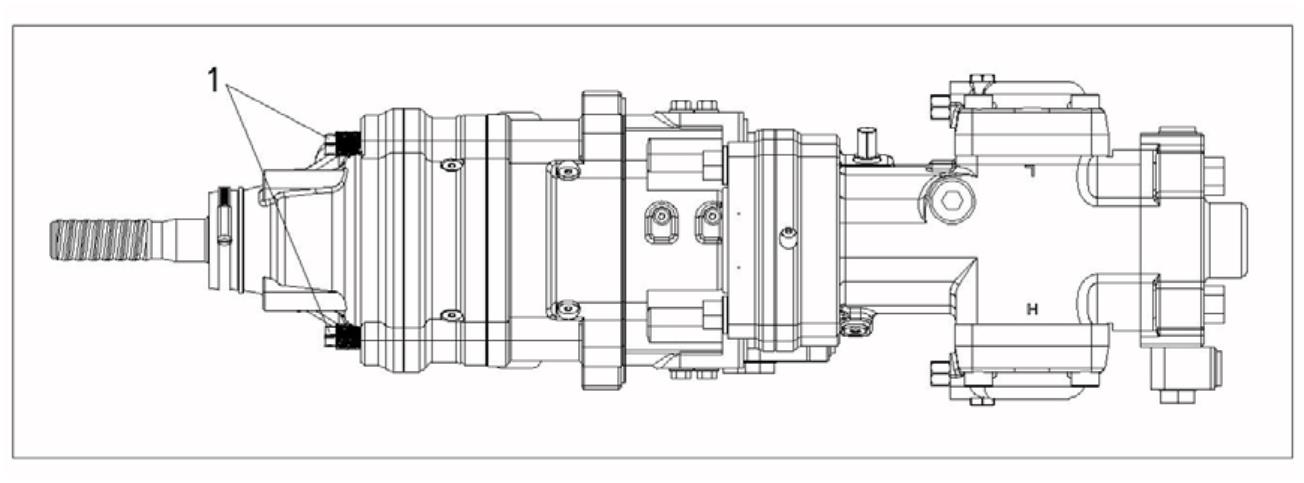
钻神智造液压凿岩掘进锚杆台车采用液压凿岩机进行钻孔施工,其凿岩机为低压大流量冲击凿岩机,由冲击部位、中部、液压止动部位及前部组成(见图1)。凿岩机中部主要为对中扶正部位,液压止动部位具有回转以及击打部位功能,凿岩机前部主要为钎尾旋转冲击提供扶正支持。
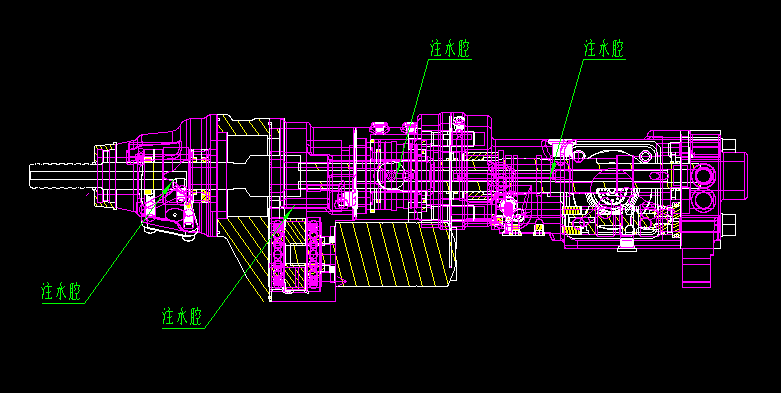
▲图1 液压凿岩机示意图
2、常见故障分类以及解决措施
2.1回转类问题
2.1.1凿岩机回转卡滞
(1)凿岩机回转进油口逻辑顺序阀阀芯因液压油污染导致堵塞,会导致回转进油不畅、卡滞,如图2(a)所示,解决此类问题的措施是将阀芯取下,用柴油清洗即可。
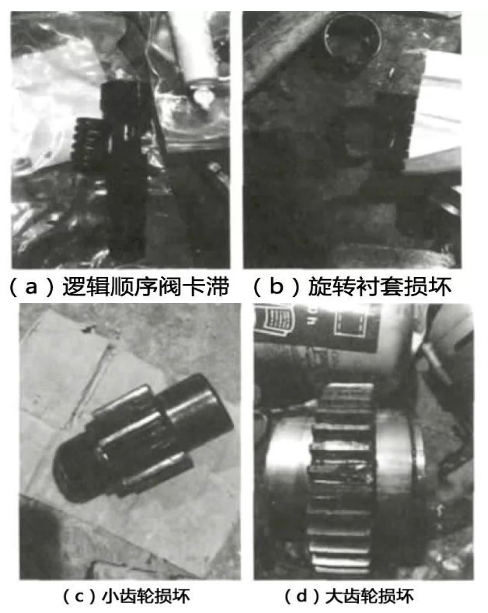
▲图2 回转卡滞的不同类型
(2)凿岩机回转部位元件损坏,如回转轴承损坏、齿轮损坏,如图2(b)、(c)、(d)所示。导致元件损坏的原因一般是润滑不足或疲劳。充分的润滑是旋转衬套保持良好性能的必要条件,高推进力和大孔径造孔要及时提高润滑要求。润滑不足会导致衬套端面周围高温变色,严重时甚至能导致旋转衬套碎成两部分,甚至还会对凿岩机造成昂贵的二次损坏。旋转衬套是耐磨零件,一般应在工作300-400冲击小时后予以更换,以防止由于零件疲劳而造成的损坏。
2.1.2凿岩机回转转半圈
凿岩机回转转一部分角度后,停止转动,反向旋转也出现类似现象,此现象的原因是凿岩机机体固定螺栓转矩不一致导致凿岩机出现回转卡滞。
2.2冲击类问题
2.2.1凿岩无力,凿岩效率下降
凿岩机凿岩无力、凿岩效率下降,主要表现为驾驶室面板上冲击压力表和推进器动臂油管抖动严重,主要原因是凿岩机高压或者低压氮气区氮气不足或者氮气隔膜损坏,需要对氮气隔膜进行更换,或者充氮气,如图3所示。此类故障严重时有可能出现蓄能器端盖开裂,导致氮气外泄。
2.2.2凿岩没有冲击
凿岩回转动作正常,冲击压力表正常,但没有冲击,原因如下:
(1)凿岩机后端盖冲击换向阀因液压油污染卡滞,清洗后即可使用,如图4(a)所示。
(2)凿岩机后端盖冲击截止阀断裂,主要因为卡滞后压力较大导致其损坏,此时需更换冲击截止阀,如图4(b)所示。
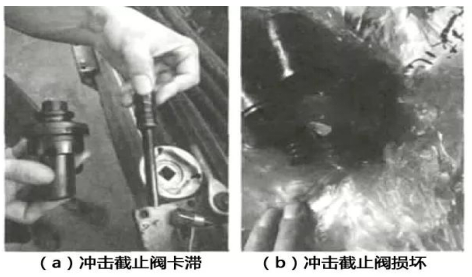
▲图4 凿岩没有冲击的不同工况
2.2.3凿岩冲击时有声响
凿岩机回转动作正常,冲击压力表正常,但没有冲击,且冲击时有哒哒的声响。此类问题大部分是因为冲击活塞部分出现故障,如冲击活塞断裂、卡滞,或者冲击导向活塞卡滞。凿岩机转矩不一致会导致冲击活塞偏心,凿岩机没有及时维保(凿岩机前端铜套和凿岩机机头内铜花键套磨损严重没有及时更换)或者气润滑不足会导致异物进入冲击活塞,致使冲击活塞被部分划伤。不同部件的损伤情况如图5所示。
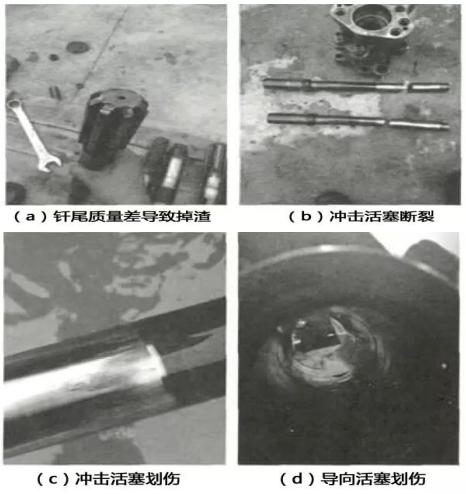
▲图5 不同部件的损伤情况
2.2.4凿岩打钻低冲找孔困难,几乎没有推进
凿岩机打钻低冲找孔困难,几乎没有推进的主要原因是钎尾环损坏,如图6(a)、(b)所示,导致开孔困难。如果钎尾环损坏过于频繁,则是因为低冲压力过高以及铜套磨损严重导致间隙很大,如图6(c)、(d)所示,钎尾不对中,此时需要测量检查铜套尺寸进行验证更换。

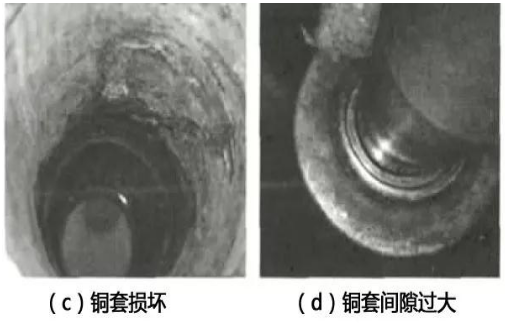
▲图6 凿岩机无低冲损坏元件
2.3水路类问题
2.3.1凿岩机冲洗头破裂
冲洗头破裂导致漏水的主要原因多是在没有推进的情况下进行了反打或者冲击。另外两个原因如下:
(1)冲洗头被腐蚀。因为制造冲洗头的材料不能同时完全具备高强度和良好的耐腐蚀性。如果所使用的冲洗水具有酸碱腐蚀性,冲洗头材料可能会被腐蚀,这种腐蚀会引起裂纹(见图7(a)),最后导致疲劳失效。改善这种情况的唯一方法是保持钎尾、冲洗头密封和连接板状态良好。

▲图7 凿岩机冲洗头破裂
(2)前端被腐蚀。如果前端被腐蚀,冲洗头会向前移动,从止动环传递过来的冲击力将被传递到连接板处而不是像预想的传递到前端螺栓的连接螺纹上,这将导致不利的应力分布在前端连接板处的孔口周围,进而产生破裂(见图7(b))。钎尾、水封密封圈和连接板状态良好可有效避免前端腐蚀。在实际凿孔作业中尽量杜绝低推进或无推进力的情况下使用冲击,特别是高冲击,这也同时是提高冲洗头使用寿命的有效措施之一。
2.3.2冲击活塞蜘蛛纹明显
凿岩机内部锈蚀严重,凿岩机冲击活塞端面裂纹源清晰,该现象会导致凿岩机冲击活塞端面提前损坏,凿岩机冲击活塞寿命达不到预定设计值。主要是因为凿岩机水密封更换不及时,凿岩机内部进水在击打区反复淬火导致裂纹源产生。冲击活塞蜘蛛纹损坏情况如图8所示。
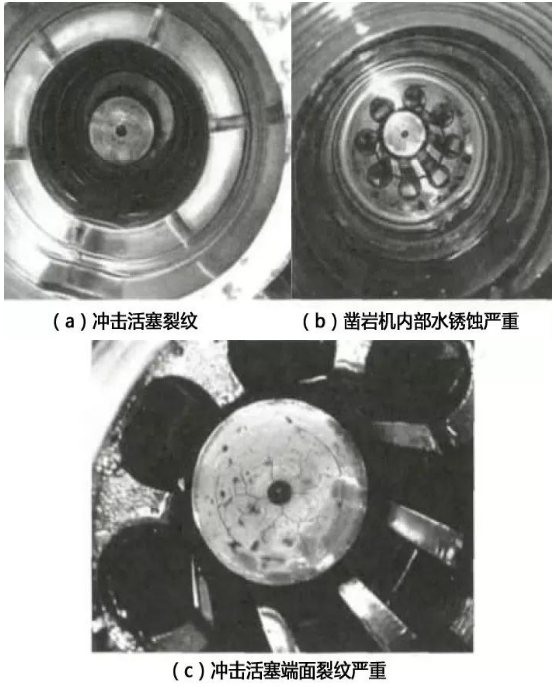
▲图8 冲击活塞蜘蛛纹损坏情况
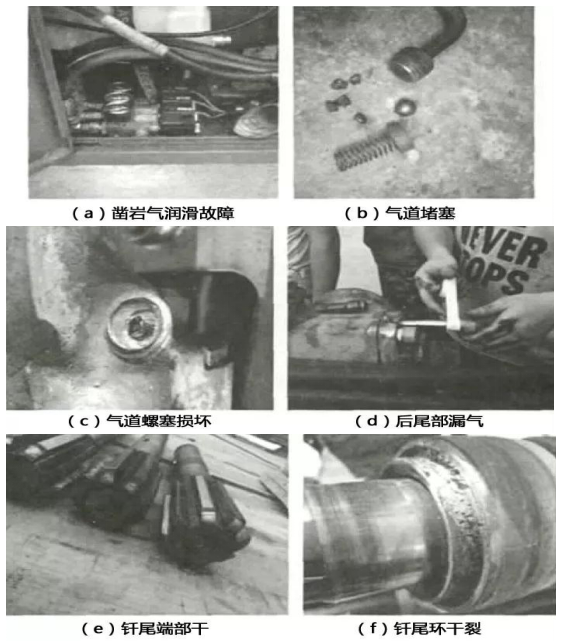
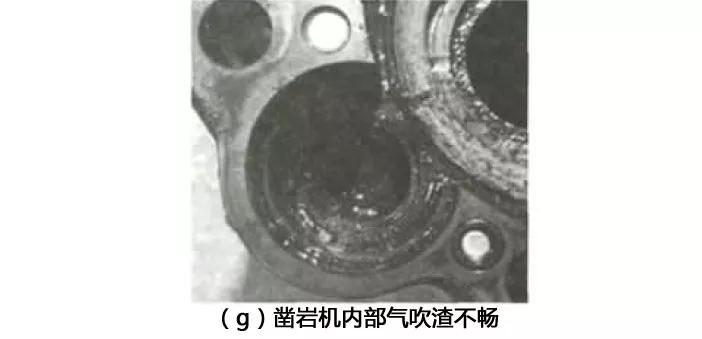
2.4气路类问题
凿岩机气路类问题损坏情况如图9所示。凿岩机钎尾处无润滑油,钎尾干,内部元件损坏频繁,原因如下:
▲图9 冲击活塞蜘蛛纹损坏情况
(1)凿岩机气润滑系统故障可能是因为脉冲继电器损坏,检查后更换即可使用。
(2)凿岩机前端侧面气道螺塞故障,将其拆卸清洗内部,内有弹簧和钢珠,拆装时应采取必要的保护措施。
(3)凿岩机后部漏水口漏气,可将后端4颗螺栓的下面2颗拆下,在螺栓尾部加生料带,堵住漏气口。
2.5密封类问题
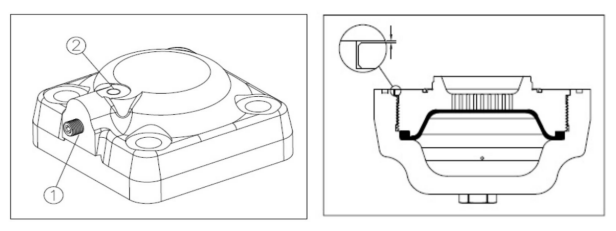
2.5.1凿岩机后端盖开裂
凿岩机密封类损坏情况如图10所示。凿岩机后端盖开裂主要是凿岩机冲击工作在低推进、无推进或者反向推进(反打)的情况下时间太久,从冲击活塞传递过来的冲击力传递并产生压力峰值作用到端盖上,会导致端盖开裂。因此,要减少空打、反打,杜绝全冲击的工作状况。
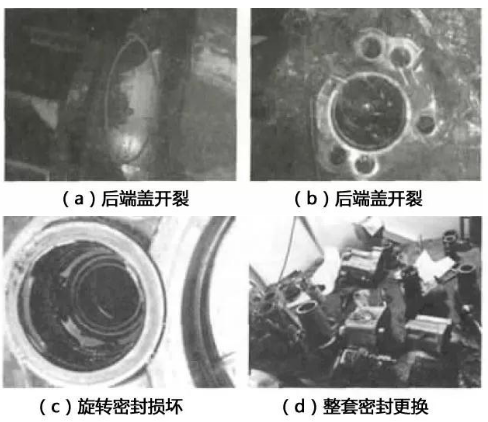
▲图10 凿岩机密封类损坏情况
2.5.2凿岩机后部、中部、前部漏油严重
凿岩机接缝处漏油大多是因为此处的密封已损坏,导致凿岩机冲击高压油泄漏。
3、液压凿岩机使用注意事项
(1)试钻前需经常检查蓄能器压力,高压蓄能器要求小于8MPa;低压蓄能器1MPa。
(2)减少空打、反打,杜绝全冲击,在实际凿孔作业中尽量杜绝低推进或无推进力的情况下使用冲击,不能使用高冲击。
(3)经常检查钎尾、冲洗头密封和连接板状态损坏程度,及时更换水密封等易损件。
(4)经常检查侧螺栓和后端盖螺栓损坏拧紧力情况。
(5)定期(一般为每300-400冲击小时)更换密封、铜套、轴承、花键铜套、钎尾环(垫圈)、反打垫圈等易损易耗件,定期检查铜套、花键铜套等外面间隙,定期检查轴承等件的预紧力。
(6)保证气润滑畅通、充足,并保证气润滑油型号正确,充分的润滑是旋转接触部位(旋转衬套、铜套、钎尾环(垫圈)、花键铜套及冲击活塞等)保持良好性能必要条件。
4 液压凿岩机维修组装注意事项
4.1中缸体的组装
(1) 堵头的安装
安装堵头时,必须在堵头上 O形圈的表面涂抹液压油
下表列出了 YHD210凿岩机上堵头的规格和拧紧力矩
规格 力矩(N·m)
1/8堵头 25
1/4堵头 45
3/8堵头 80
1/2堵头 120
3/4堵头 200
1 堵头 300
(2) 组装中缸体
1. 在调频阀芯螺纹上涂抹液压油,使用螺丝刀把阀芯

2. 拧紧后松开阀芯
检查阀芯上是否有凹痕
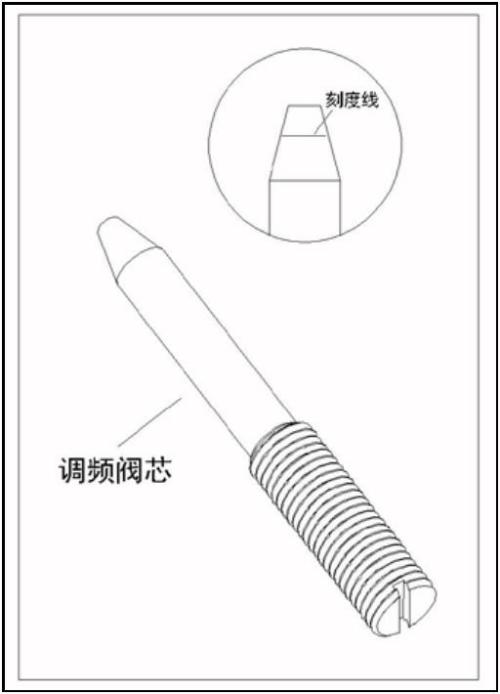
3. 重新拧紧阀芯
4. 在螺母内部 O形圈上涂抹润滑脂
5. 锁紧螺母
拧紧力矩 M12 60N·m
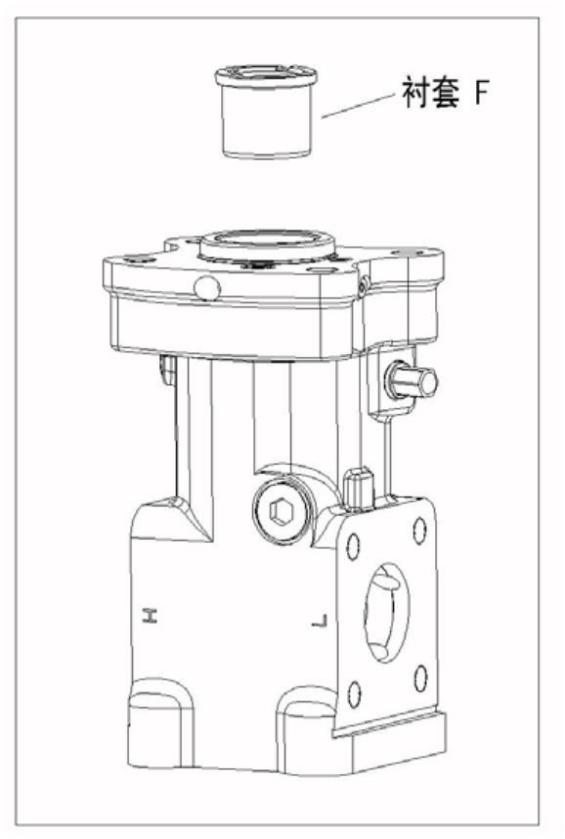
6. 将衬套 F安装入中缸体内
7. 将油封固定器 G安装入中缸体内
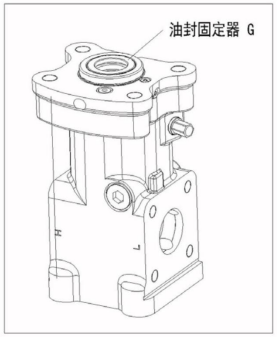
使用塑料锤将油封固定器安装到位,油封固定器的端面高于中
缸体的端面
★ 安装时注意不要割破油封固定器外缘的 O形圈
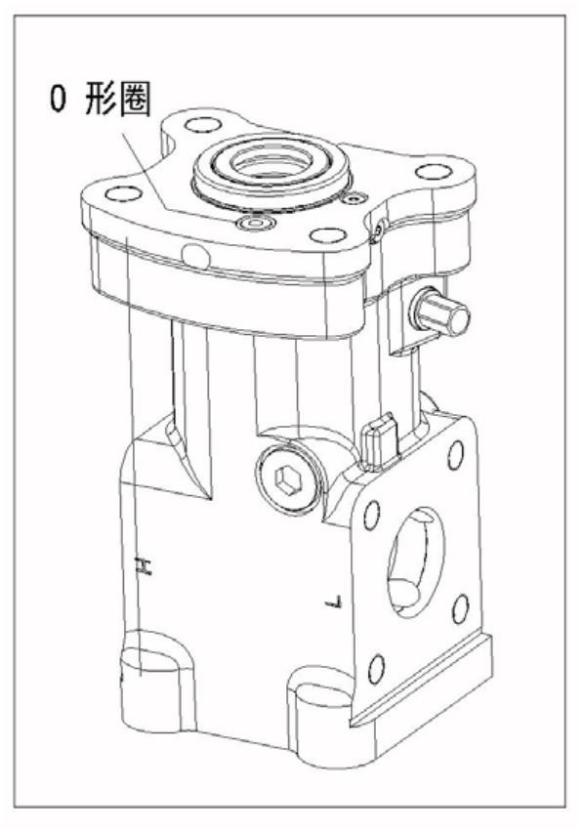
8. 把 O形圈安装至中缸体表面,在 O形圈表面涂抹润滑脂
(3)安装蓄压器
1. 在 O形圈上涂抹润滑脂,然后安装入蓄压器沟槽内
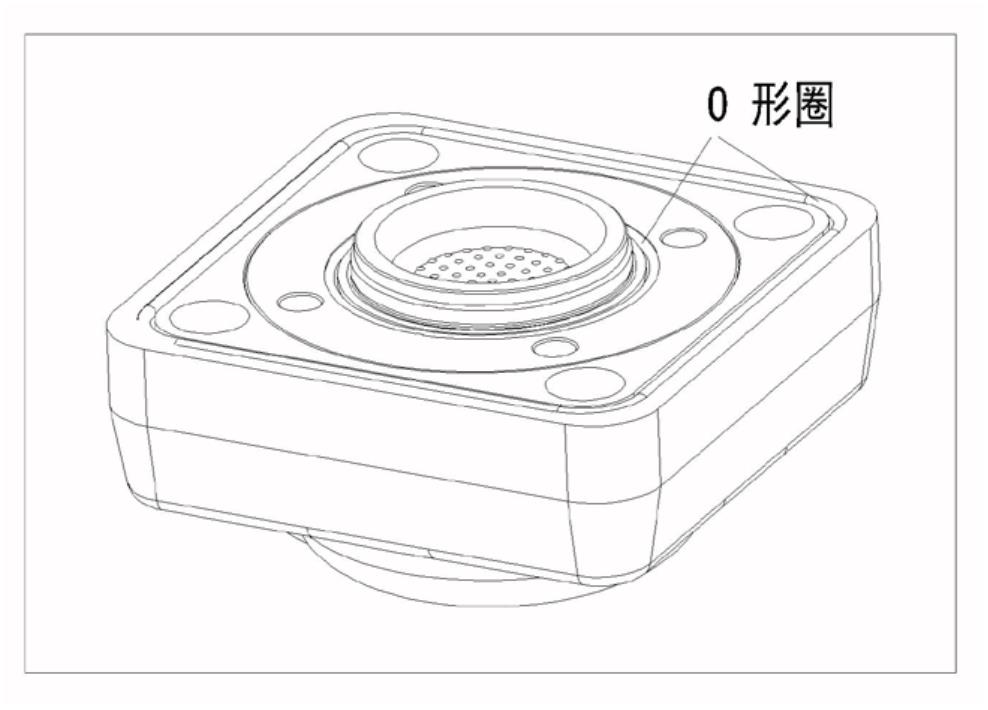
2. 在中缸体安装蓄压器的结合面涂抹润滑脂
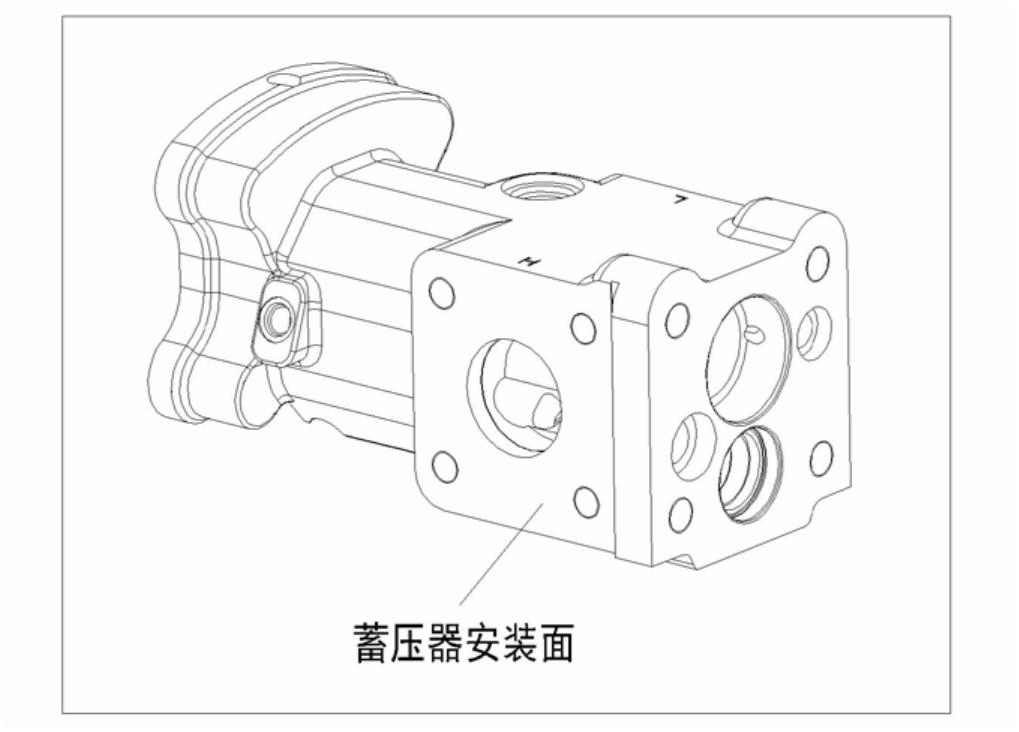
3. 在 4个紧固螺栓上涂抹螺纹防松剂
4. 把蓄压器安装到中缸体上用扳手临时拧紧螺栓
5.高压、低压蓄压器安装方式相同.安装时区分高压和低压蓄压
器
(4)组装减速箱
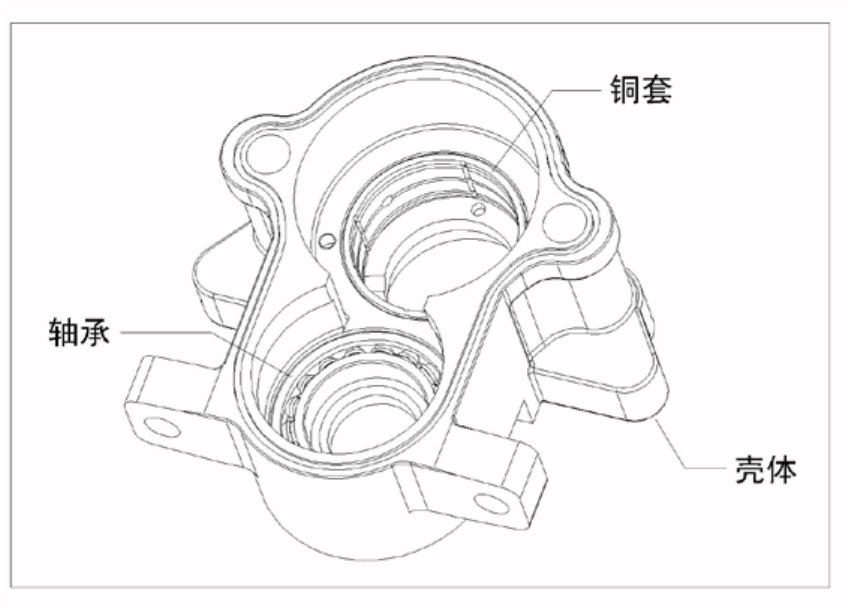
a) 减速箱壳体的组装
1. 在轴承上涂抹润滑脂,然后装入减速箱壳体
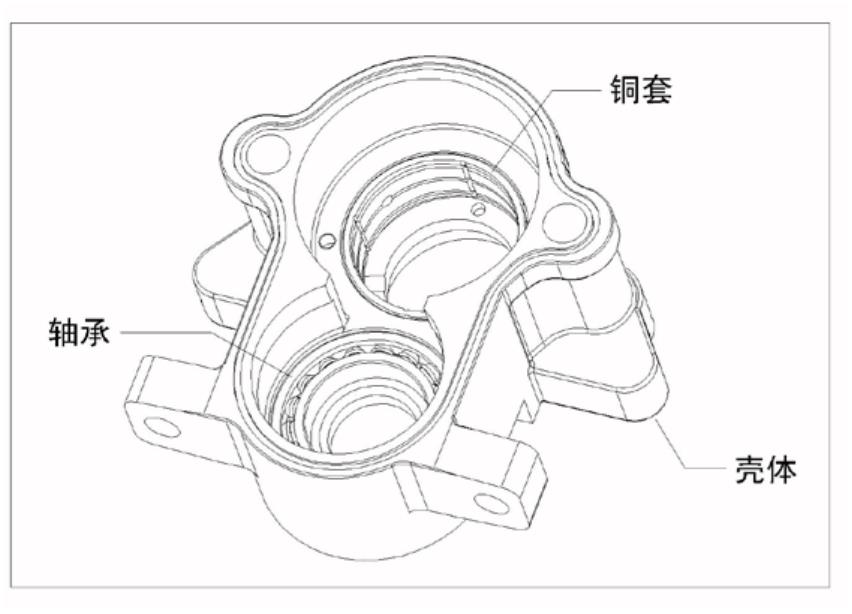
3.用铜棒敲击轴承,确保轴承安装到位
注意不要敲击轴承滚珠部位
4.在铜套内表面涂抹润滑脂
5.在大齿轮齿部和内部铜套表面涂抹润滑脂再把大齿轮装入减速箱壳体内

6.在马达齿轮上涂抹润滑脂然后装入减速箱壳体内,用铜棒敲击齿轮以安装到位
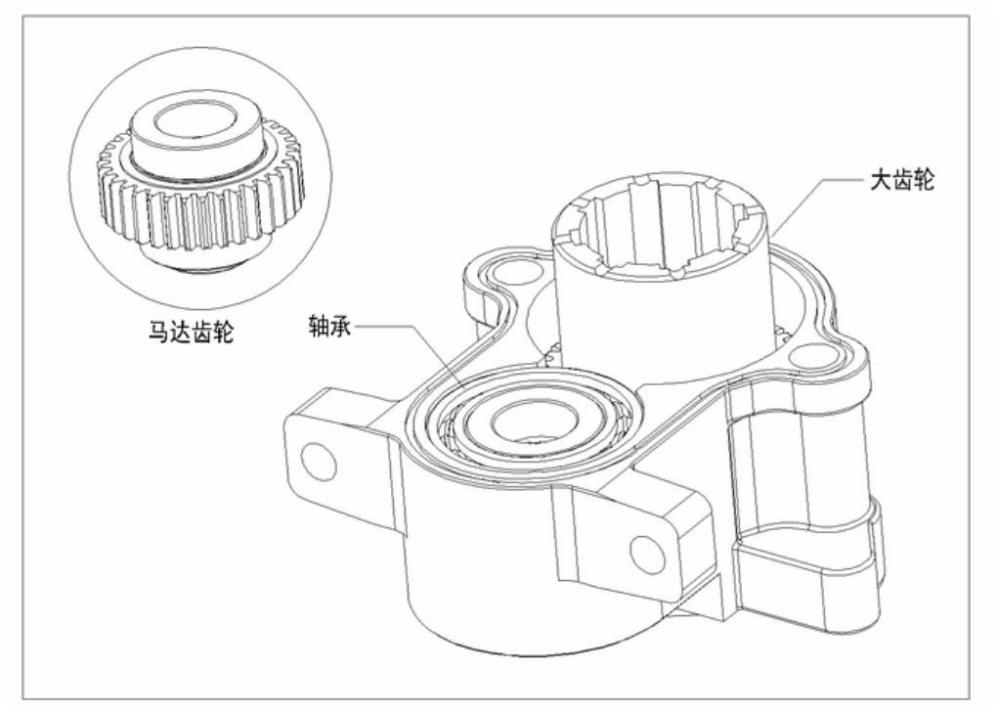
7.在轴承上涂抹润滑脂然后安装入壳体内马达轴上,用铜棒均
匀敲击轴承外圈把轴承安装到位
8.在大齿轮外缘涂抹润滑脂用手转动大齿轮,检查转动是否平稳.如果转动困难或有异
常响声,则表示齿轮有损坏.需要维修后使用或者更换新的部件。
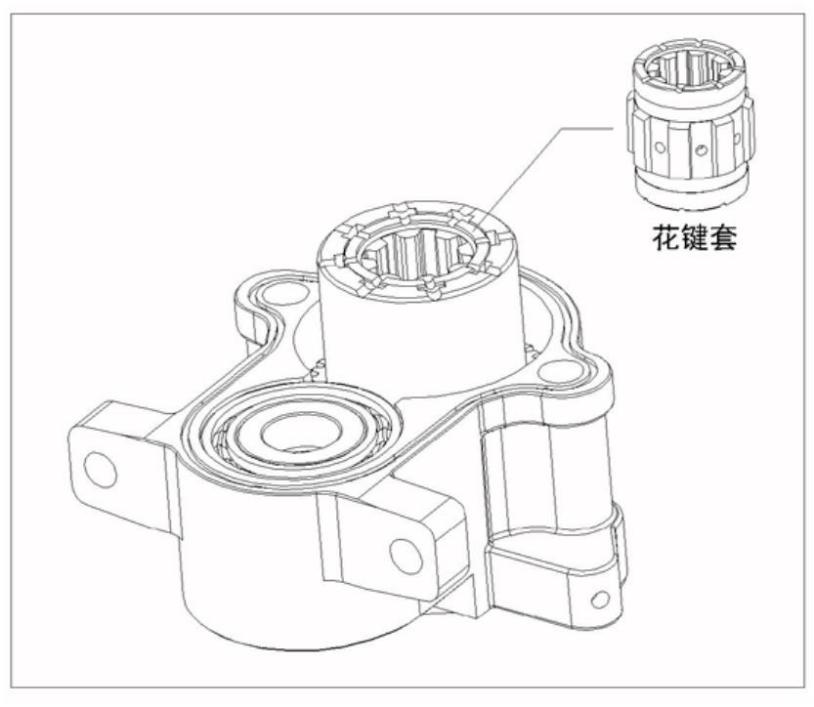
9.在花键套内孔及外缘涂抹润滑脂,然后装入大齿轮内
b) 壳盖的组装
在完成减速箱的组装前,按以下方式组装壳盖
1. 在铜套内表面涂抹润滑脂
2. 将壳盖同齿轮箱壳体组装
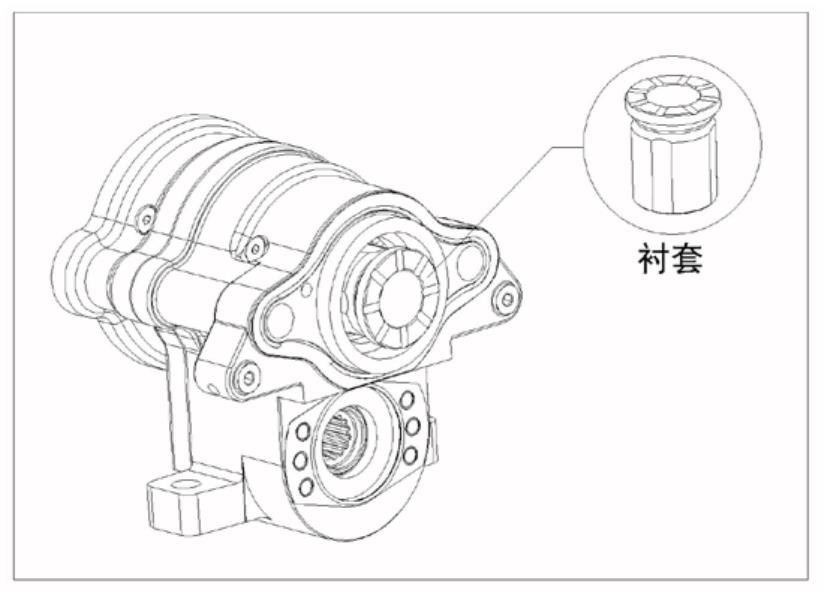
(5)安装缓冲装置
按以下步骤把液压马达和缓冲装置跟减速箱壳体组装
1. 在减速箱大齿轮铜套内涂抹润滑脂
2. 清洗衬套,用空气吹干
3.在衬套上涂抹润滑脂,将其装入减速箱内部铜套内用手转动衬套,检查转动是否顺畅
4.把缓冲装置同减速箱壳体组装
5.插入贯穿螺栓并锁紧
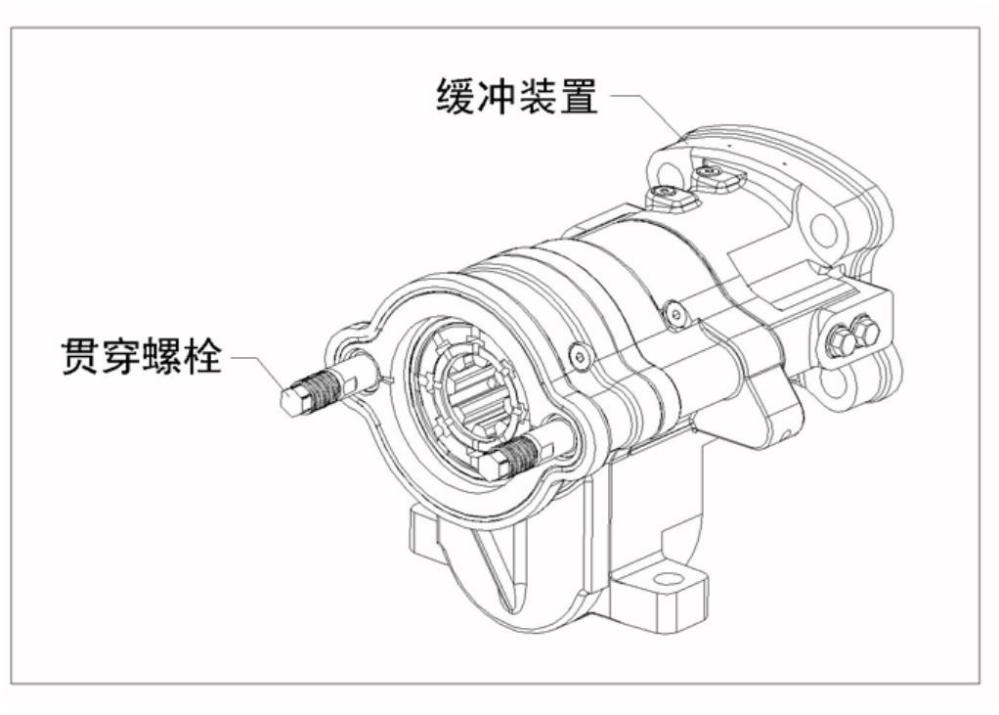
6.把液压马达插入减速箱壳体

7.紧固 6个螺栓
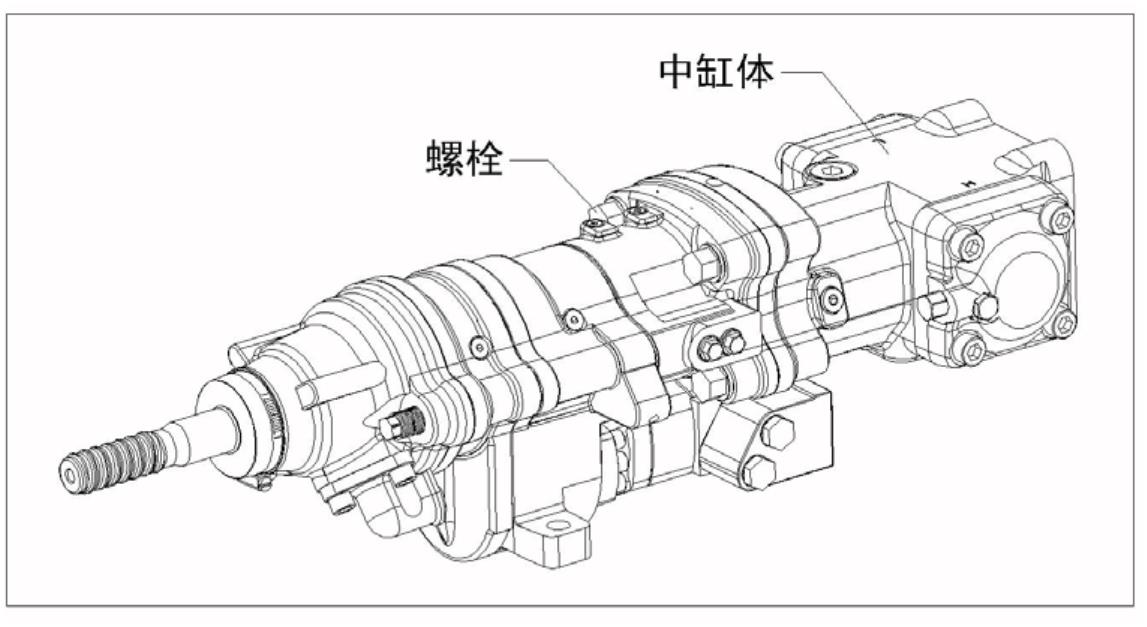
(6)安装中缸体
当起吊中缸体时,如果快速的起落或者倾斜,可能会破
坏中缸体
a) 组装中缸体
1.把组装好的中缸体安装到缓冲装置侧面

2. 在缓冲装置与中缸体结合面涂抹润滑脂
3. 用吊带起吊中缸体 中缸体重量 50-70kg
4.把中缸体和缓冲装置缓慢装配一起,注意中缸体端面的 O形圈
5. 插入 4个螺栓临时紧固中缸体
6.移除吊带
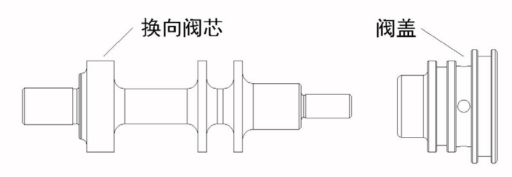
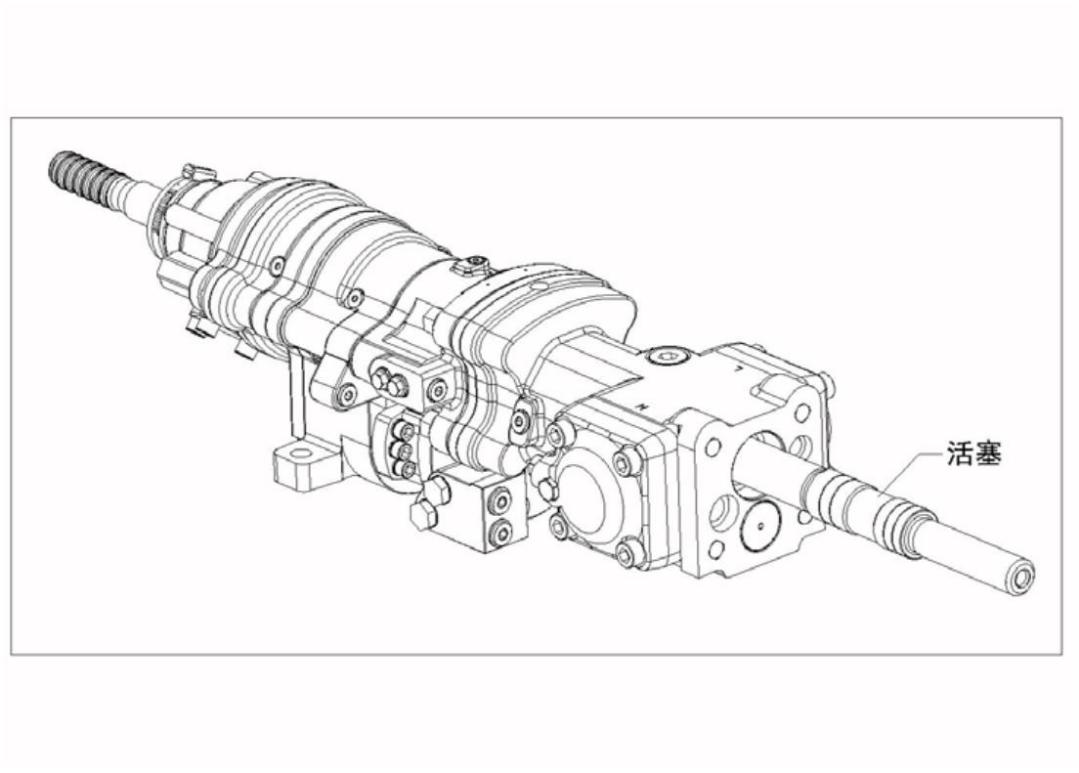
c) 安装换向阀和活塞
从中缸体的侧面安装活塞、换向阀等部件.
★ 当准备组装活塞、换向阀时,提前准备好清洗油和液压油
1. 在 O形圈上涂抹润滑脂,然后装入阀盖的沟槽内
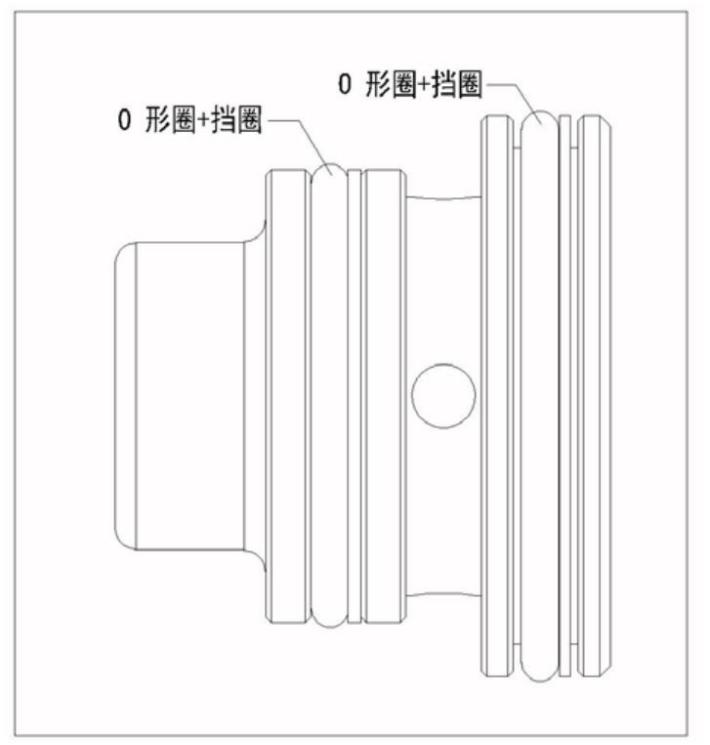
2. 在挡圈上涂抹润滑脂,然后装入相应的沟槽
3. 用清洗油清洗活塞,用手触摸活塞的表面检查是否存在损伤
4. 使用压缩空气吹干活塞
5. 活塞表面喷上液压油
6. 将活塞小心装入中缸体内
7. 将衬套 R安装入中缸体内
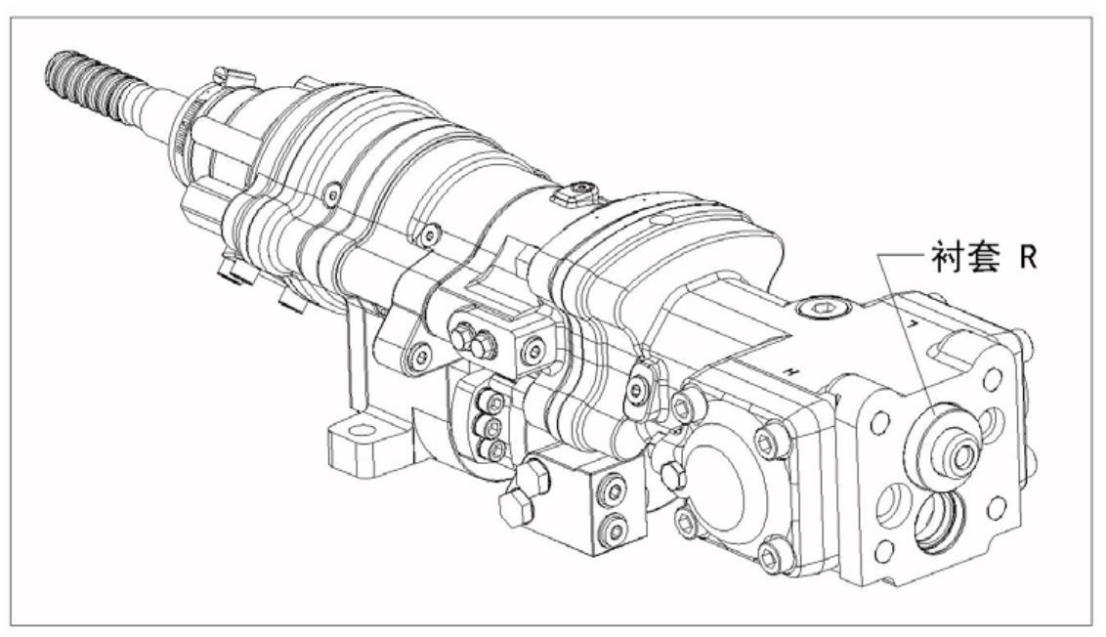
8. 安装时注意衬套外缘 O形圈环,防止 O形圈被切断
切记:不可直接敲击衬套端部,否则衬套会变形
9. 在换向芯上涂抹液压油,然后装入中缸体内
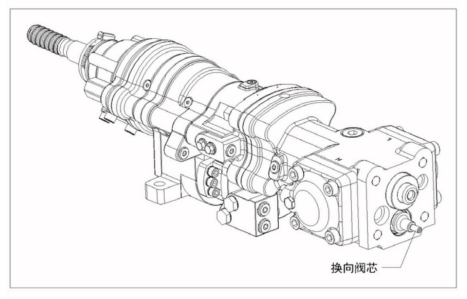
用手推拉阀芯,检查阀芯移动是否顺畅
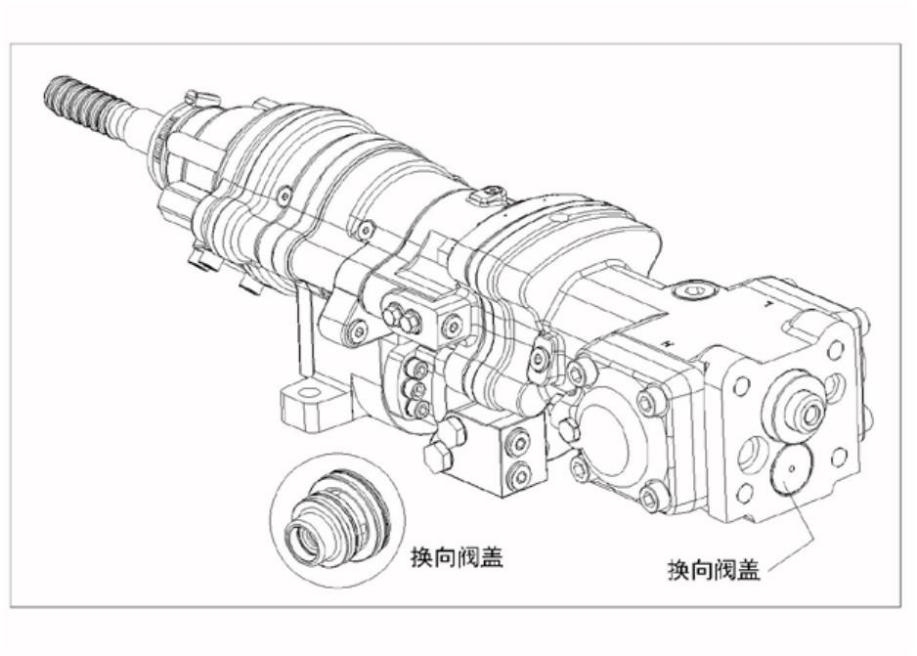
10.在换向阀盖上涂抹液压油,安装时用塑料锤敲击阀盖底部注意 O形环跟挡圈不要被切断
11. 在连接套和 O形圈上涂抹润滑脂然后装入中缸
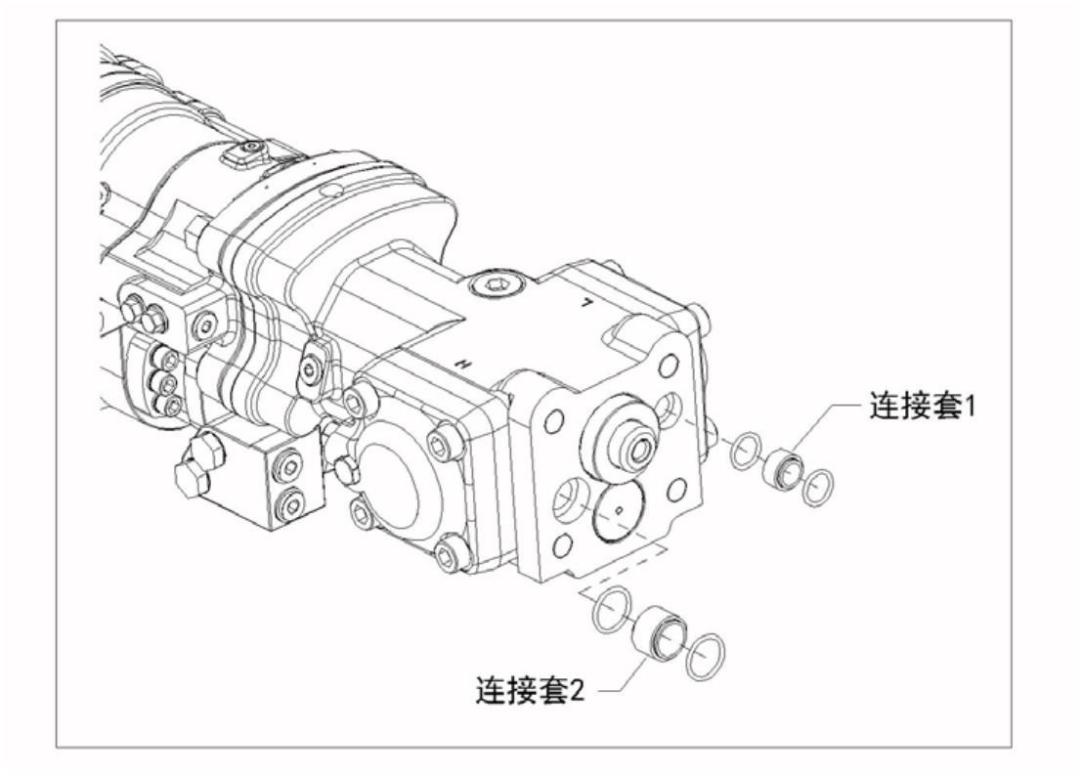
5安装上缸体
活塞和换向阀安装完成后按下面方式安装上缸体
1. 把上缸体跟中缸体贴合,在 4个螺栓上涂抹螺纹防松剂临时紧固螺栓
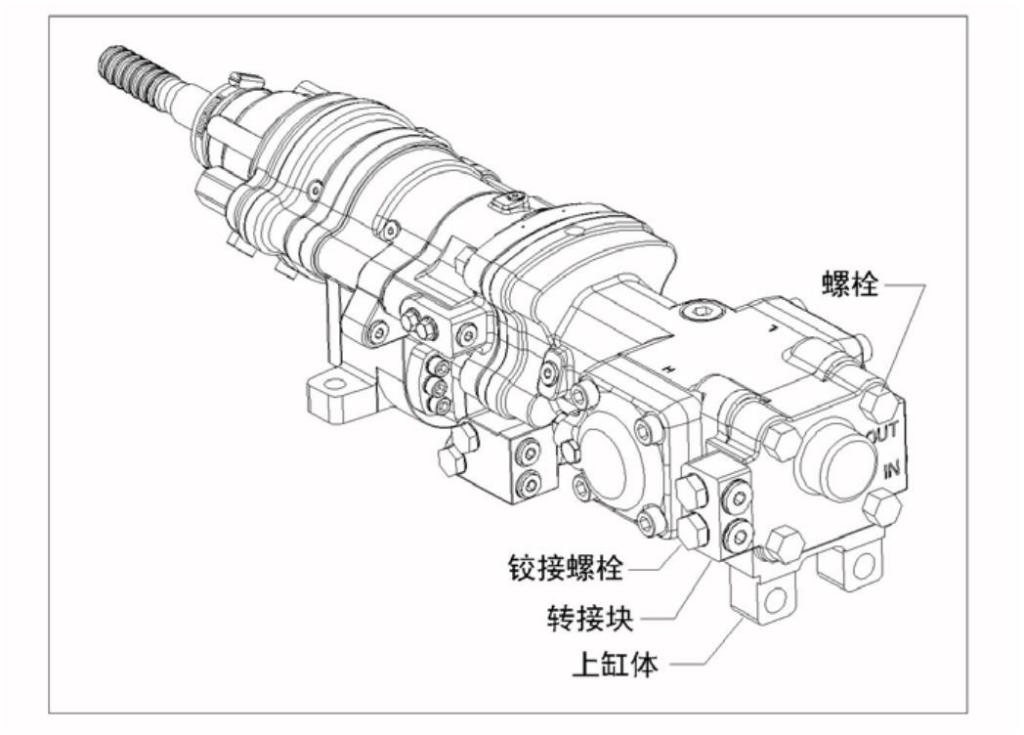
2. 安装转接块并紧固铰接螺栓
6 紧固力矩
起吊凿岩机时不要歪斜和快速起落,否则有掉落的危险将完成组装的凿岩机放置在工作台,把螺栓,接头紧固到规定的扭矩
1. 用尼龙吊带起吊凿岩机,吊带必须满足凿岩的重量
凿岩机重量 : 210 180kg
2. 把凿岩机放置在专用的工作台上
3. 可靠的固定凿岩机的前端
4. 把螺栓 1紧固到规定值,以紧固壳盖、减速箱、缓冲装置
规格 M24 扭矩 480 N·m
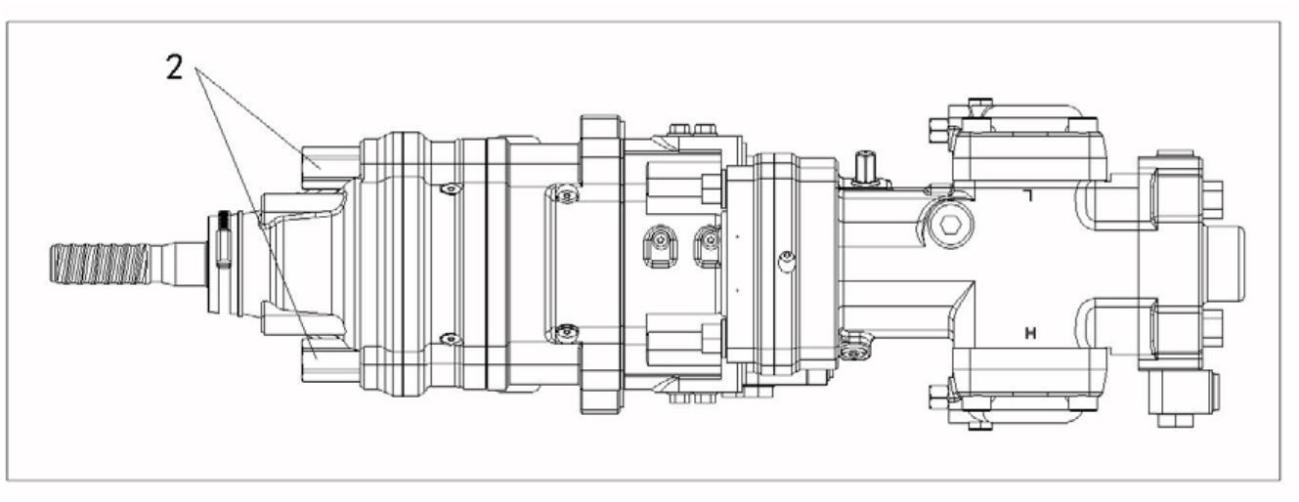
5. 把螺母2紧固到规定值,以把水套壳紧固
规格M24 扭矩480N·m
6. 把4个螺栓3交叉紧固到规定值,以把中缸体和缓冲装置紧固
规格 M22 扭矩370N·m

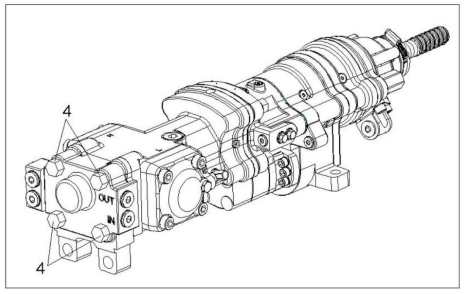
7.把 4个螺栓 4交叉紧固到规定值,以把上缸体跟中缸体紧固
规格 M20 扭矩 280 N·m
8.交叉紧固螺栓 5,以把蓄压器跟中缸体紧固中缸体的两侧都有蓄压器
规格 M18 扭矩 200 N·m

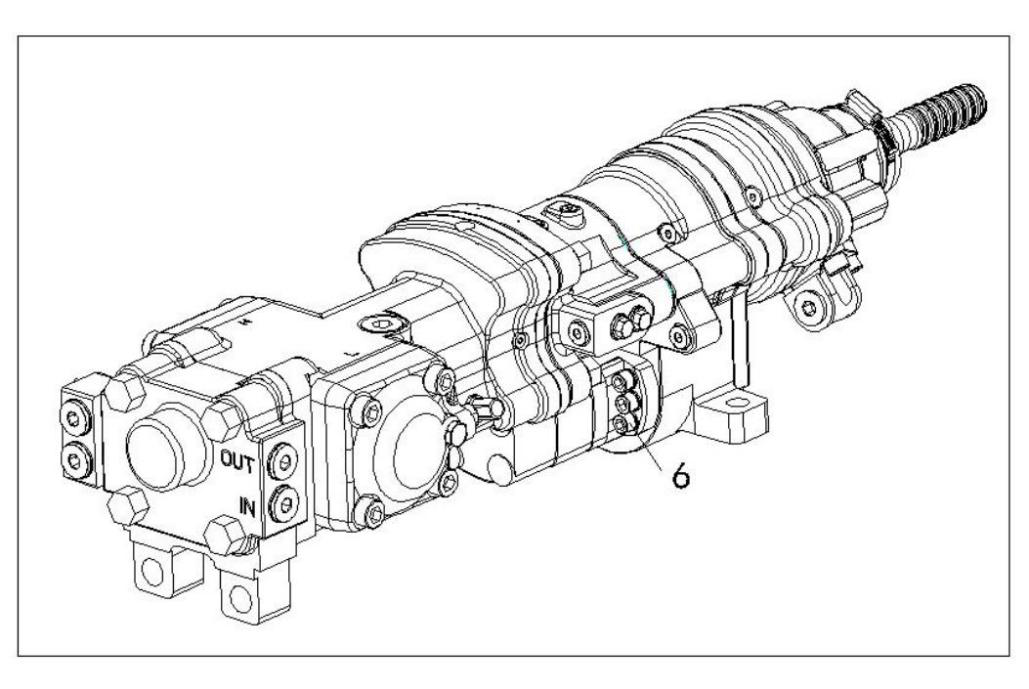
9. 交叉紧固6颗螺栓6,以把液压马达和减速箱紧固
规格M12 扭矩60N·m
其他接头扭矩
规格 扭矩(N·m)
3/8 48
3/4 137
7/16-20 16
7/8-14 85
到此液压凿岩机的安装已经完成,现在可以把凿岩机安装在台车上连接其他管路
中缸体衬套的维护和更换
1 衬套的修复
如果中缸体内衬套有轻微的磨损,使用气动工具对他们进行抛光修复
2 衬套的更换
2.1. 如果对衬套进行维修后仍然无法去除损伤就需要更换新的部件
2.2. 拆卸中缸体上所有接头、堵头
2.3. 取出中缸体内部部件
2.4. 更换新部件
四川钻神智能制造机械有限公司
技术部